LY-DS650 W pełni automatyczna maszyna do sztancowania (bez punktu podłączenia, tylko dla szarej tektury)
W pełni automatyczna maszyna do sztancowania LY-DS650 charakteryzuje się innowacyjną technologią podawania okrężnego, która eliminuje przestoje związane z uzupełnianiem materiału, zapewniając ciągłą, szybką produkcję. Inteligentna regulacja formy za jednym dotknięciem automatycznie kalibruje pozycję podawania w oparciu o wymiary produktu, drastycznie skracając czas konfiguracji i zwiększając rentowność.
Wyposażona w pneumatyczny system blokowania matrycy oraz blokadę bezpieczeństwa, maszyna mocno zabezpiecza płytkę matrycy, zapobiegając poluzowaniu się podczas pracy, zapewniając precyzyjne pasowanie i eliminując zagrożenia bezpieczeństwa. Dzięki stabilnej pracy i niskim poziomom wibracji oraz wbudowanym zewnętrznym kontrolom bezpieczeństwa do podawania i regulacji, zapewnia niezawodną pracę, chroniąc jednocześnie pracowników.

Kluczowe funkcje
- Podawanie okrężne skraca przestoje związane z uzupełnianiem materiału i skutecznie poprawia wydajność produkcji.
- Łatwa obsługa i inteligentna regulacja formy. Wystarczy wprowadzić wymiary produktu, a maszyna automatycznie skalibruje pozycję podawania, oszczędzając czas konfiguracji i zwiększając zyski firmy.
- Stabilna wydajność, płynna i pozbawiona wibracji ogólna praca przy niskim wskaźniku awaryjności, zapewniająca wysoką produktywność.
- Zwarta konstrukcja oszczędza miejsce w warsztacie i zmniejsza koszty operacyjne przedsiębiorstwa.
Analiza wąskiego gardła i niedoborów klientów
|
|
|
|
|
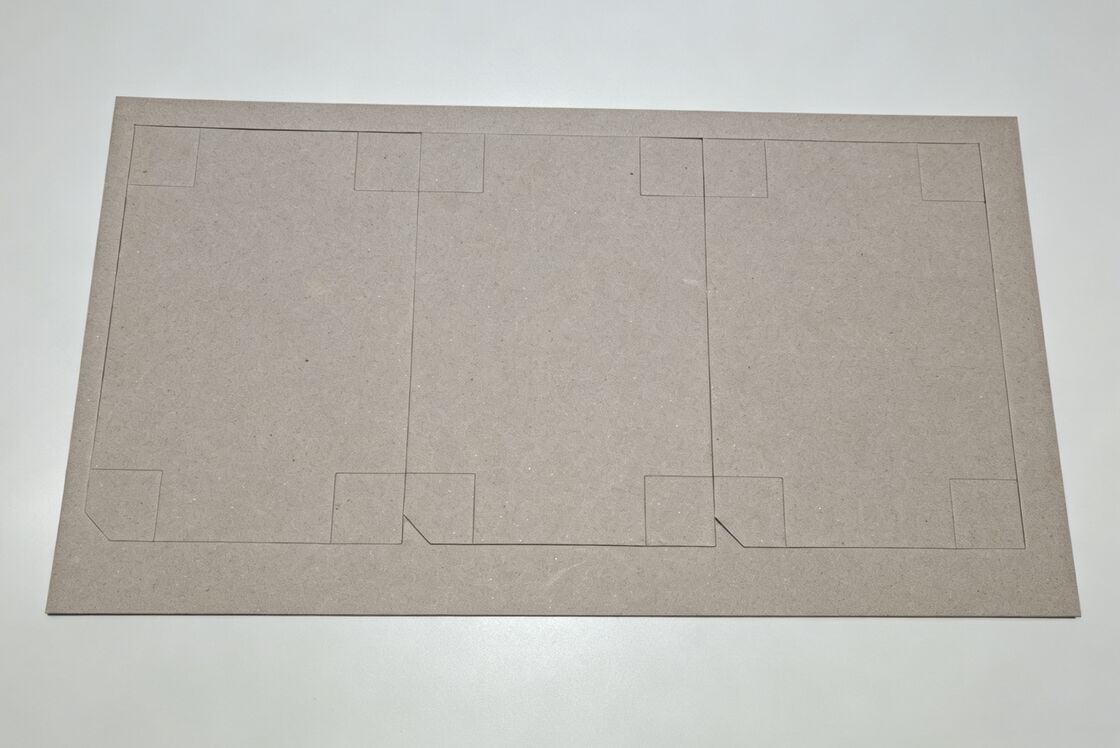
Zalety konstrukcji punktowej
|
Wady konstrukcji punktów łączących |
|
1. Zapewnij integralność procesu produkcyjnego:
Gotowe produkty i odpady po sztancowaniu nie zostaną całkowicie oddzielone ani rozproszone. Zapewnia stabilny transport arkuszy i gwarantuje płynne działanie kolejnych procedur, w tym podawania papieru, dostarczania i klejenia pudełek, unikając przestojów sprzętu i odrzucania produktu spowodowanego rozproszonymi arkuszami.
|
1. Zwiększ liczbę procedur przetwarzania uzupełniającego:
Punkty łączenia produktów i materiałów odpadowych wymagają ręcznego rozbijania lub usuwania odpadów profesjonalnym sprzętem, co dodatkowo zwiększa złożoność późniejszej pracy i koszty robocizny. Jego wydajność jest znacznie niższa niż w przypadku procesu bez połączenia.
|
|
2. Poprawa efektywności usuwania odpadów i procesów końcowych. Punkty łączenia umożliwiają uporządkowane odpadanie odpadów na stacji usuwania izolacji i zapobiegają zakleszczaniu się rozsypanych odpadów w urządzeniu, co jest szczególnie przydatne w przypadku automatycznych maszyn sztancujących.
|
2. Podatne na wady krawędzi:
Po przerwaniu punktów łączenia na krawędziach produktu pozostaną występy, zadziory lub nacięcia. Niewłaściwy projekt może spowodować odsłonięcie defektów już po uformowaniu, co wpłynie na jakość wyglądu. W niektórych przypadkach wymagane jest wtórne przycinanie, co powoduje wyższe koszty pracy.
|
| 3. Niski koszt i dojrzała technologia. Wykonanie punktów łączenia wymaga jedynie prostej obróbki karbu na sztancownicy bez dodatkowego wyposażenia, co skutecznie rozwiązuje problem rozproszonych arkuszy. Jest to powszechnie stosowane w branży niskonakładowe rozwiązanie. |
3. Trudna kontrola przyłącza:
Szerokość, ilość i położenie punktów połączeń wymagają precyzyjnego dopasowania. Zbyt szerokie połączenia prowadzą do utrudnionego usuwania odpadków i uszkodzeń krawędzi; zbyt wąskie połączenia powodują przedwczesne pękanie i rozrzucanie arkuszy podczas sztancowania, podnosząc wymagania w zakresie wykonywania wykrojników i debugowania maszyn.
|
|
4. Ogranicz zgodność procesów:
W przypadku materiałów ultracienkich, o dużej sztywności lub specjalnych materiałów laminowanych w miejscach połączeń łatwo dochodzi do rozdarć i rozwarstwień. W przypadku produktów precyzyjnych, takich jak akcesoria elektroniczne, resztkowe ślady połączeń również będą miały wpływ na wydajność aplikacji.
|
Funkcje wyposażenia
|
|
Płyta platformy karmienia z obiegiem o wysokości 1200 mm
Pojedynczy załadunek umożliwia długotrwałą, ciągłą produkcję, zmniejsza intensywność pracy personelu związanej z karmieniem, skutecznie skraca przestoje związane z uzupełnianiem materiału i znacznie poprawia wydajność produkcji.
|
|
Interfejs człowiek-maszyna z ekranem dotykowym
Łatwy w obsłudze. Wystarczy wprowadzić wymiary produktu, a maszyna automatycznie skalibruje pozycje podawania i odbierania. Parametry można elastycznie dostosowywać do wymagań produkcyjnych w celu szybkiego ustawienia formy. Ustawianie czasu w 20im.
|
|
Zoptymalizowane narzędzia sztancujące do trzech materiałów: szarej tektury, białej tektury i tektury. Dzięki pionowym krawędziom tnącym i doskonałej wydajności umożliwia cięcie w połowie i z pełnym łamaniem bez wstępnego nacinania. Nacięcia są gładkie, pozbawione zadziorów i wypukłości. Po wykrojeniu szare deski pozostają zintegrowane i nie rozpadają się, co ułatwia usuwanie odpadów.
|
|
Mimośrodowe mechanizmy przekładni i dźwigni przełączającej po obu stronach zamieniają moc silnika na ruch płyt dociskowych w górę i w dół, generując wysokie ciśnienie potrzebne do sztancowania — to właśnie ono napędza cięcie i bigowanie tektury.
|
|
Główny mechanizm napędowy (koło zamachowe i wał mimośrodowy); Umożliwia pionowy ruch posuwisto-zwrotny płyt dociskowych; Zapewnia stabilny nacisk sztancowania o wysokim tonażu; Redukuje wibracje, poprawia stabilność pracy.
|
|
Płyta sztancująca jest mocno dociśnięta do górnej platformy, co zapobiega przemieszczaniu się i poluzowaniu podczas pracy, zapewniając wysoką dokładność pasowania sztancowania. W porównaniu z tradycyjnym ryglowaniem śrubowym, pneumatyczna płyta dociskowa umożliwia blokowanie i odblokowywanie jednym kliknięciem, co znacznie skraca czas wymiany matrycy i konfiguracji maszyny.
|
|
Wkładka bębenkowa wyposażona jest w funkcję blokady. Maszyna rozpoczyna sztancowanie dopiero po całkowitym zablokowaniu płyty matrycy, co zapobiega awariom sprzętu i wypadkom związanym z bezpieczeństwem spowodowanym luźnymi matrycami.
|
|
Urządzenia zabezpieczające: Załadunek, regulacja, pozycjonowanie arkuszy oraz podawanie i odbieranie mogą być wykonywane spoza maszyny. Chroń bezpieczeństwo pracowników.
|
Porównanie
| Element porównawczy |
Ręczna maszyna do sztancowania |
LSYMaszyna do sztancowania |
| Wydajność produkcji |
Ręczny załadunek i rozładunek, niska prędkość i niska wydajność |
Automatyczne podawanie okrężne, ciągła produkcja ze znacznie poprawioną wydajnością
|
| Koszt pracy |
Wymagany dedykowany operator przy dużej intensywności pracy |
Jeden operator zarządza wieloma maszynami, redukując koszty pracy i zatrudnienia
|
| Dokładność sztancowania |
Ręczne wyrównanie z dużymi błędami i niestabilną jakością |
Inteligentne automatyczne pozycjonowanie, precyzyjna rejestracja i wysoka spójność produktu
|
| Regulacja maszyny i wymiana płytek |
Czysta ręczna regulacja, skomplikowana obsługa i czasochłonna |
Inteligentna regulacja, szybkie pneumatyczne blokowanie płyty w celu skutecznej wymiany płyty, czas konfiguracji w 20 minut.
|
| Wydajność operacyjna |
Silne wibracje, średnia stabilność i wysoki wskaźnik awaryjności |
Stabilna praca przy niskim poziomie wibracji, zwartej konstrukcji i niezawodnej wydajności
|
| Ochrona bezpieczeństwa |
Podstawowa ochrona przy wysokim ryzyku operacyjnym |
Wbudowane blokady bezpieczeństwa zwiększające bezpieczeństwo pracy
|
| Kompleksowy koszt |
Niski początkowy koszt zakupu, ale wysoka długoterminowa pracochłonność |
Wyższa inwestycja początkowa, a jednocześnie długoterminowa redukcja kosztów, poprawa wydajności i wyższe zyski
|
Parametry techniczne
|
Model
|
LY-DS650 |
|
Cięcie matrycowe
|
Prasowanie płaskie |
|
Maksymalny rozmiar podawanego papieru
|
900*640mm |
|
Minimalny rozmiar podawanego papieru
|
250*400mm |
|
Maksymalny rozmiar wycinania
|
890*630mm |
|
Maksymalne ciśnienie cięcia
|
125T |
|
Papier przetwarzalny
|
300g ≤ Szara tablica ≤ 2200g |
|
Precyzja Maksymalna prędkość maszyny
|
1700-1770 razy/godzinę |
|
Maksymalna wysokość stosu paszy
|
1280mm |
|
Maksymalna wysokość źródła stosu odbiorczego
|
1270mm |
|
Źródło
|
380 V |
|
Główna moc silnika
|
7,5 kW |
|
Całkowita moc
|
10KW |
|
Całkowita waga
|
4,5 tony |
|
Wymiary całkowite
|
3300*1650*2300mm |
Pakowanie i wysyłka
Profil firmy
Założona w 2001 roku z siedzibą w Dongguan City w prowincji Guangdong, LiShunyuan działa w nowoczesnym, standardowym warsztacie o powierzchni 20 000 metrów kwadratowych. Po 18 latach stałego rozwoju firma stworzyła kompleksową sieć sprzedaży i obsługi posprzedażnej w całych Chinach, a produkty są eksportowane do ponad 40 krajów w Europie, Ameryce, Azji Południowo-Wschodniej, Ameryce Południowej, na Bliskim Wschodzie i w Afryce.
Innowacja jest podstawową siłą konkurencyjną LiShunyuan. Firma posiada niezależne prawa własności intelektualnej do swojego portfolio produktów, obejmującego serie maszyn ze sztywnymi skrzyniami i serie maszyn z klapką. Te rozwiązania sprzętowe są szeroko stosowane w produkcji wysokiej jakości pudełek upominkowych, opakowań do telefonów komórkowych, pudełek kosmetycznych, pudełek na wino i alkohole oraz innych wysokiej klasy opakowań butikowych.
Trzymając się filozofii rozwoju „Najpierw klient, służ światu” i stosując się do strategii „Dąż do perfekcji, wytyczaj nowe ścieżki”, LiShunyuan angażuje się w prace badawczo-rozwojowe nad wysokowydajnymi i wydajnymi produktami dla przemysłu opakowaniowego, napędzając rozwój inteligentnej automatyzacji.
Nasze usługi i mocne strony
Oferujemy konkurencyjny w branży park maszynowy, profesjonalną kontrolę jakości i kompleksową obsługę klienta. LiShunyuan zapewnia pełne spektrum wsparcia klienta, obejmujące konsultacje przedsprzedażne, rozwój maszyn na zamówienie, produkcję sprzętu i dokładne wsparcie posprzedażne. Zapewniamy maksymalną wydajność produkcji, najwyższą precyzję i niezmiennie najwyższą jakość opakowań butikowych, dostosowaną do unikalnych wymagań każdego klienta.
Certyfikaty
Warsztat produkcyjny
Wystawy branżowe
Zaangażowanie w jakość obsługi posprzedażnej
- Usługa 1-godzinna:Na zgłoszenia serwisowe odpowiadamy w ciągu godziny, przedstawiając rekomendacje rozwiązań
- Usługa 12-godzinna:Biuro GM rozpatruje skargi klientów bezpośrednio i odpowiada w ciągu 12 godzin, przedstawiając rozwiązania
- Osiągnij w ciągu 24 godzin roboczych:Zespoły serwisowe dojeżdżają w ciągu 24 godzin roboczych do klientów w promieniu 500 km od punktów serwisowych
- Miesięczna kontynuacja:Regularne wizyty u klientów zapewniają ciągłą satysfakcję i wsparcie
- Usługa przedsprzedażna:Kompleksowe programy szkoleniowe z udziałem profesjonalnych inżynierów przed dostawą
- Usługi sprzedaży:Instalacja, debugowanie i tydzień bezpłatnych usług szkoleniowych po przybyciu maszyny
- Obsługa posprzedażna:Pełna dokumentacja klienta, regularne monitorowanie wydajności, aktualizacje oprogramowania/sprzętu i kompleksowe wsparcie w zakresie części zamiennych

 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!